Let's Talk ! ![]() 954 342 5676
954 342 5676 ![]() +44 137 243 2466
+44 137 243 2466

Thanks to advancements in IoT devices and other systems, manufacturers are collecting more data than ever, enabling them to build better insights into their processes and inputs.
In turn, they can take steps that provide a higher chance of cutting costs, lowering their time-to-market, and increasing revenue.
Of course, the manufacturing industry is quite vast (many different verticals and processes), so the above is a generalization of how big data is helping manufacturers. We can't cover all of the specifics in this post, but we can examine a few common areas, namely:
Quality Control
Production Optimization
Preventative Maintenance
Inventory Management
By improving the quality assurance and control process, you could lower costs by preventing product recalls, among other outcomes. However, Intel has shown that it can use big data to both control quality and accelerate its time to market.
Intel wanted to reduce the product validation time in its chip-design process.
The challenge was that Intel collected 200 to 250 GB of data every week from its validation teams. This data amounted to at least 30 TB in data.
The manual process would involve getting validation engineers to spend thousands of hours on finding trends and relationships. Instead, Intel leveraged AI to conduct those tests in a period of only a few hours. The process also enabled Intel to identify and end unnecessary tests much earlier -- it reduced the number of tests by 70%.
Intel stated that "integrating artificial intelligence (AI) into [the] pre-silicon validation process is increasing efficiency and shortening time to market."
There are two parts to this point.
First, manufacturers are using big data to identify the most significant bottlenecks and, in turn, resolve them to increase output or yield.
For example, some precious-metal manufacturers are using big data to find the inputs and processes that were having the most significant impact on its ore grade.
One manufacturer in particular found that oxygen levels had the most significant impact, so it changed that process and achieved a yield increase of 3.7%. It also added $10-20 million in additional revenue.
Second, that specific manufacturer -- and 35% of manufacturers in the United States (source: PwC) -- used IoT (Internet-of-Things) sensors to collect that data.
The point is that you cannot separate the advancement of IoT from big data. The former has allowed manufacturers to find data they previously did not have access to, much less use for business decisions.
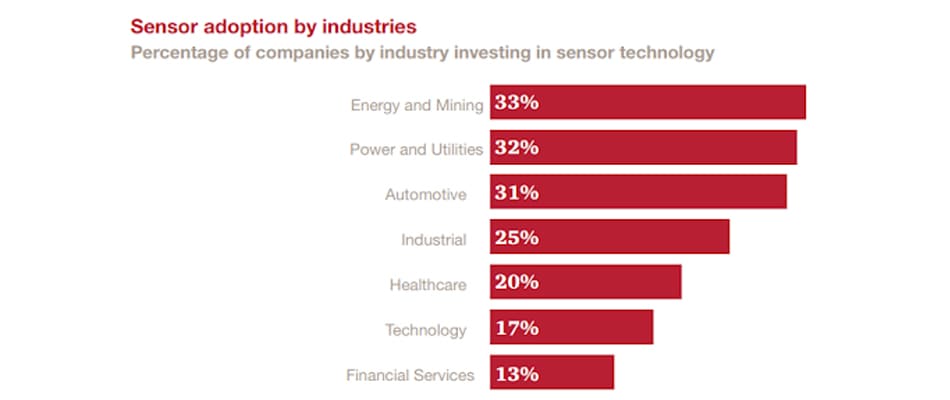
source: PwC
Thanks to IoT, manufacturers are now able to collect data from their machines (e.g., tooling, jigs, laser-cutters, 3D printers, etc.) and use that data for Preventative Maintenance (source: PwC).
They employ that data using Predictive Analytics. The idea of Predictive Analytics is to use data about how systems worked in the past to predict future outcomes.
Manufacturers are using data about their machines' health to find out when parts failed in the past (and how). In turn, they can schedule when to replace, repair or overhaul those parts.
The benefit of Preventative Maintenance is that you can avoid unexpected downtime, which will affect output, time to delivery, and costs.
You can schedule downtime during off-times when you don't need active plants (e.g., between orders). You can also lower costs by avoiding some repair work by overhauling the machine when it's at risk of breaking.
You must find ways to manage your inventory effectively in order to ensure that you have enough parts and raw materials to maintain yield, but not too much wherein you are left with costly surplus stock.
Manufacturers are using big data to forecast the demand for their products, identify risks in their supply chains (e.g., adverse weather delaying shipments), and other factors to ensure that they have just enough materials to keep their plants running at full capacity, but without ever wasting money on warehousing excess materials.
The interesting thing about managing inventory is that the data isn't confined to just the parts or materials themselves. Rather, to get accurate insights, you need data about additional factors as well, such as logistics, market behavior, your production output, etc.
Though manufacturers are embracing big data, they're not making full use of their data assets.
In fact, of the data manufacturers are collecting, 33% of it is useful. However, manufacturers are only using 0.5% of their total data, which equates to about only 2% of their valuable data.
When it comes to managing big data, there are several challenges.
First, manufacturers that are internally managing a data cloud through on-premise infrastructure are finding data security, maintenance, and scalability to be challenging.
In this regard, manufacturing businesses can leverage cloud computing to handle the data. However, they also need to invest in tools to make sense of that data -- such as simulation modeling, AI, machine learning, etc. -- to achieve their revenue goals.
This ties into the second problem: talent. Developing those tools requires expertise, which is difficult to recruit and maintain. Manufacturers could look to the market to close their gaps. For example, when it comes to simulation, they can acquire off-the-shelf tools such as Simio and outsource the modeling and simulation work to a software company.
In any case, though the fruits of using big data are becoming apparent, manufacturers have a long way to go before they realize big data's full potential.
About the Author

Tim Norris has spent over five years working in the business optimization & simulation industries. Besides learning new things about simulation modeling tech, one of his passions is writing & teaching about simulation modeling tech & software. He is working with MOSIMTEC and helps produce and edit content related to simulation modeling, covering topics like the use of simulation modeling in optimising business outcomes, new simulation software and tools, business process optimization, data trends across various industries, and much more.
Disclaimer:
Chetu does not affect the opinion of this article. Any mention of a specific software, company or individual does not constitute an endorsement from either party unless otherwise specified. This blog should not be construed as legal advice.
Founded in 2000, Chetu is a global provider of bespoke software development experts, solutions and support services. Chetu's specialized technology and industry experts serve startups, SMBs, and Fortune 500 companies with an unparalleled software delivery model suited to the needs of the client. Chetu's one-stop-shop model spans the entire software technology spectrum. Headquartered in Plantation, Florida, Chetu has fourteen locations throughout the U.S. and abroad.
Limited Time Offer for a Free E-Book
Privacy Policy | Legal Policy | Careers | Sitemap | Referral | Contact Us
Copyright © 2000- 2026 Chetu Inc. All Rights Reserved.




